
Die Leiterplattenbestückung ist das Herzstück der modernen Elektronikfertigung und ein hochkomplexer Prozess, der die Funktionalität und Zuverlässigkeit nahezu aller elektronischen Geräte
bestimmt. Von der winzigen Smartwatch bis zum leistungsstarken Serverrack – die Qualität der bestückten Leiterplatte ist entscheidend. Dieser Fachbeitrag beleuchtet die aktuellen Technologien und
zukunftsweisenden Prozesse in diesem dynamischen Feld.
1. Einleitung
Die Elektronikindustrie befindet sich in einem stetigen Wandel, angetrieben durch die Forderung nach immer kleineren, leistungsfähigeren und energieeffizienteren Geräten. Im Zentrum dieser
Entwicklung steht die Leiterplattenbestückung (Printed Circuit Board Assembly, PCBA), ein technologisch anspruchsvoller Prozess, der die elektrischen Komponenten präzise auf die Leiterplatte
aufbringt und kontaktiert. Die Relevanz dieses Themas kann kaum überschätzt werden: Eine fehlerhafte Bestückung führt nicht nur zu Ausschuss und hohen Kosten, sondern kann auch die Funktionsweise
ganzer Systeme beeinträchtigen oder gar deren Ausfall verursachen.
Die Problemstellung ist vielschichtig: Einerseits steigt die Komplexität der Baugruppen exponentiell. Bauteile werden immer kleiner (Stichwort 01005 oder gar 008004), die Bauteildichte nimmt zu,
und gleichzeitig müssen höhere Frequenzen und komplexe thermische Profile beherrscht werden. Andererseits wächst der Druck, die Fertigungsprozesse effizienter, schneller und kostengünstiger zu
gestalten, ohne Abstriche bei der Qualität zu machen. Die Branche steht vor der Herausforderung, den Spagat zwischen innovativer Technologieentwicklung und robuster, skalierbarer Produktion zu
meistern. Dieser Beitrag wird einen tiefen Einblick in die aktuellen Lösungen und die Visionen für die Zukunft der Leiterplattenbestückung geben. 🚀
2. Marktübersicht & Trends
Der Markt für Leiterplattenbestückung ist geprägt von kontinuierlicher Innovation und Anpassung an neue technologische Anforderungen und globale Wirtschaftstrends. Verschiedene Strömungen
definieren die aktuellen und zukünftigen Entwicklungen.
Miniaturisierung und Bauteildichte
Der unaufhaltsame Trend zur Miniaturisierung ist wohl der dominanteste Faktor. Bauteile der Größenordnung 01005 (0,4 mm x 0,2 mm) sind heute Standard, und die Industrie bewegt sich bereits in
Richtung 008004. Dies erfordert nicht nur höchste Präzision bei der Bestückung, sondern auch neue Herausforderungen im Bereich des Lotpastendrucks und der Inspektion. Gleichzeitig nimmt die
Bauteildichte durch den Einsatz von Fine-Pitch-Komponenten wie BGAs (Ball Grid Arrays), QFNs (Quad Flat No-leads) und CSPs (Chip Scale Packages) rasant zu. Diese verdeckten Lötstellen machen
herkömmliche optische Inspektionen unmöglich und erfordern den Einsatz von Röntgeninspektion (AXI).
Mixed Technologies und Spezialsubstrate
Viele moderne Produkte vereinen weiterhin die Vorteile von SMT (Surface Mount Technology) für miniaturisierte Logikschaltungen und THT (Through-Hole Technology) für robustere, leistungstragende
Komponenten oder mechanische Befestigungen. Dies erfordert flexible Fertigungslinien, die beide Technologien effizient integrieren können. Darüber hinaus gewinnen Spezialsubstrate wie flexible
Leiterplatten (FPC) oder starr-flexible Boards sowie Substrate für Hochfrequenzanwendungen an Bedeutung, die besondere Anforderungen an die Materialverträglichkeit und Prozessparameter stellen.
Automatisierung, Digitalisierung und Industrie 4.0
Die Digitalisierung und die Prinzipien von Industrie 4.0 sind tief in der Leiterplattenbestückung verankert. Die Fertigungslinien werden zunehmend vernetzt, um Prozessdaten in Echtzeit zu
erfassen, zu analysieren und zur Optimierung zu nutzen. Dies umfasst:
-
Maschinelles Lernen und KI:
Einsatz von Algorithmen zur prädiktiven Wartung, Optimierung von Bestückstrategien oder zur Mustererkennung bei der Qualitätssicherung (z.B. in AOI-Systemen).
-
IoT in der Fertigung (IIoT):
Sensoren und Aktoren an jeder Prozessstation liefern Daten, die Transparenz schaffen und eine dezentrale Entscheidungsfindung ermöglichen.
-
Smart Factory:
Selbstorganisierende Produktionssysteme, die auf Änderungen in der Lieferkette oder Produktionsplanung flexibel reagieren können.
Ziel ist eine vollautomatisierte, hochflexible und selbstoptimierende Fertigung, die auch kleine Losgrößen und schnelle Produktwechsel wirtschaftlich abbilden kann.
Nachhaltigkeit und Ressourceneffizienz
Nachhaltigkeit wird zu einem immer wichtigeren Faktor. Die Branche arbeitet intensiv daran, den Energieverbrauch der Anlagen zu senken und umweltfreundlichere Materialien zu verwenden. Die
Umstellung auf bleifreie Lote gemäß RoHS-Richtlinie ist ein Beispiel hierfür, auch wenn sie neue Herausforderungen bei den Lötprozessen mit sich brachte (höhere Temperaturen, andere
Benetzungseigenschaften). Die Reduzierung von Abfall, die Wiederverwendung von Materialien und die Entwicklung von Fertigungsprozessen, die den ökologischen Fußabdruck minimieren, stehen
zunehmend im Fokus.
Qualitätssicherung und Null-Fehler-Strategie
Mit der steigenden Komplexität und den immer höheren Qualitätsanforderungen (z.B. in der Automobil- oder Medizintechnik) wird eine lückenlose Qualitätssicherung entlang des gesamten Prozesses
unerlässlich. Moderne Inspektionssysteme wie 3D-SPI, AOI und AXI sind nicht mehr nur Prüfwerkzeuge, sondern aktive Prozessregler, die Feedback an vorherige Stationen geben können, um
Fehlerursachen frühzeitig zu beheben. Ziel ist die Null-Fehler-Strategie, die durch eine Kombination aus präventiven Maßnahmen, in-situ-Kontrollen und umfassenden Endtests erreicht werden soll. 📈
3. Technologische Grundlagen
Die Herstellung einer bestückten Leiterplatte ist ein komplexer Mehrschrittprozess, bei dem jede Phase kritisch für die Qualität des Endprodukts ist.
Design und Datenvorbereitung
Bevor die Fertigung beginnen kann, müssen die elektronischen und mechanischen Designs der Leiterplatte und der Baugruppe präzise vorbereitet werden.
CAD/CAM Integration und Datenformate
Moderne Bestückungslinien basieren auf einer durchgängigen digitalen Datenkette.
Elektronik-Design-Automation-Tools (EDA) erstellen Layouts, die dann in maschinenlesbare Formate umgewandelt werden. Standardformate wie Gerber für die Leiterplattenherstellung, ODB++ für die gesamte Fertigungsdatenkommunikation und IPC-2581 als offener Standard für die Fertigungsdaten sind hierbei entscheidend. Sie enthalten nicht nur Geometrieinformationen, sondern auch Bestückpositionen, Bauteilarten, Lötmasken und Testpunkte.
Design for Manufacturing (DFM) und Design for Assembly (DFA)
Um eine effiziente und fehlerfreie Fertigung zu gewährleisten, ist es unerlässlich, bereits in der Designphase die Herstellbarkeit und Bestückbarkeit zu berücksichtigen. DFM und DFA umfassen
Regeln für Bauteilabstände, Lötpad-Design, Leiterbahnbreiten, Nutzengestaltung und die Anordnung von Passermarken (Fiducials), die den Maschinen zur präzisen Positionierung dienen.
Bestückungsprozess – Überblick
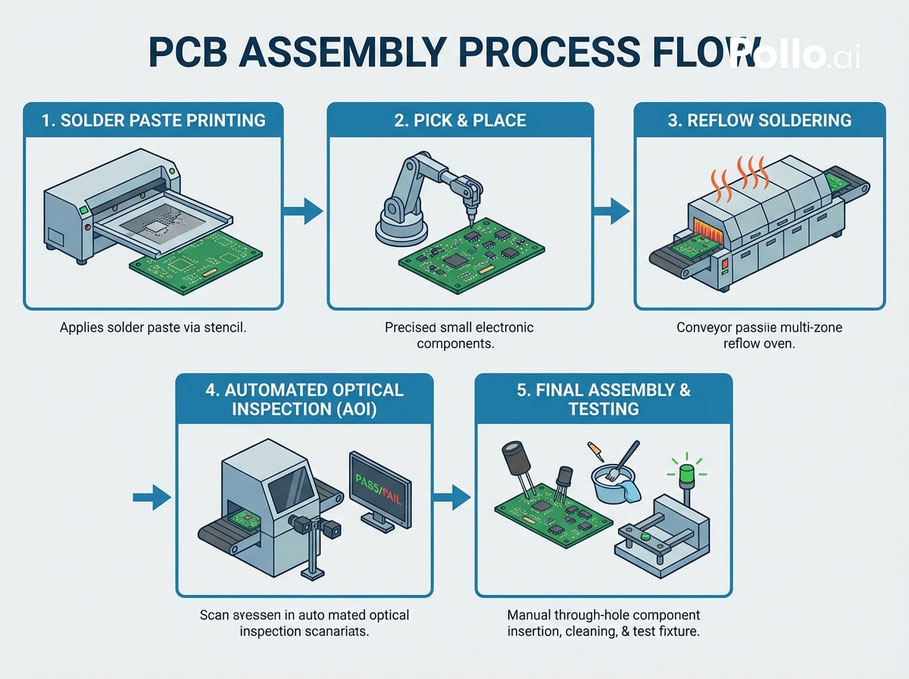
Der typische SMT-Prozess durchläuft folgende Hauptschritte:
-
Reinigung:
Die nackte Leiterplatte wird gereinigt, um Fertigungsrückstände zu entfernen.
-
Lotpastendruck:
Auftrag der Lotpaste auf die Lötflächen der Leiterplatte.
-
Bestückung:
Platzierung der SMT-Bauteile auf die Lotpastendepots.
-
Reflow-Löten:
Schmelzen der Lotpaste zur Herstellung der elektrischen und mechanischen Verbindung.
-
Reinigung:
Entfernung von Flussmittelrückständen nach dem Löten (optional, aber oft notwendig).
-
Prüfung:
Optische, elektrische und funktionale Tests.
Für THT-Bauteile werden diese typischerweise nach dem SMT-Prozess manuell oder mittels Wellen- bzw. Selektivlöten hinzugefügt.
Lotpastendruck
Der Lotpastendruck ist der erste und oft kritischste Schritt im SMT-Prozess, da hier bis zu 70% aller Lötfehler entstehen können.
Schablonendruck
Hierbei wird Lotpaste durch eine metallische Schablone (Stencil) auf die Lötflächen der Leiterplatte gedruckt.
-
Materialien:
Edelstahl ist Standard, Nickel oder beschichtete Schablonen bieten bessere Haltbarkeit und höhere Präzision.
-
Herstellung:
Lasergeschnittene Schablonen sind am häufigsten. Galvanisch gewachsene Schablonen ermöglichen feinere Strukturen und bessere Freigabe der Lotpaste, insbesondere für kleine Bauteile (z.B. 01005).
-
Druckparameter:
Wichtige Parameter sind der Anpressdruck der Rakel, die Rakelgeschwindigkeit und der Rakelwinkel.
Diese beeinflussen die Füllung der Aperturen und die Qualität des Pastendepots.
-
Lotpasten:
Sie bestehen aus feinsten Lotpartikeln und Flussmittel. Die Partikelgröße (Typ 3, 4, 5) wird auf die Schablonenaperturen abgestimmt. Das Flussmittel verhindert Oxidation und fördert die Benetzung. Die Viskosität muss für den Druckprozess optimiert sein.
Jet-Printing (Schablonenloser Druck)
Bei dieser Technologie wird Lotpaste berührungslos und direkt auf die Pads gedüst. Dies bietet höchste Flexibilität für Prototypen, Kleinserien oder auch für die Korrektur einzelner Pads. Es
entfällt die Notwendigkeit einer Schablone, was Rüstzeiten minimiert. Die Präzision moderner Jet-Printer ist hoch, erreicht aber nicht immer die Geschwindigkeit von Schablonendruckern in der
Massenproduktion.
Qualitätskontrolle: SPI (Solder Paste Inspection)
3D-SPI-Systeme prüfen die gedruckten Lotpastendepots auf Volumen, Höhe, Fläche, Versatz und Form. Sie erkennen Fehler, bevor die Bauteile bestückt werden, und ermöglichen eine sofortige
Prozesskorrektur am Drucker.
Bestückungstechnik (Pick & Place)
Pick-and-Place-Automaten platzieren die Bauteile mit hoher Geschwindigkeit und Präzision auf die Lotpastendepots.
Maschinentypen:
-
Revolverköpfe:
Sehr hohe Bestückleistung (bis zu 200.000 Bauteile pro Stunde) für kleine bis mittlere Bauteile.
Sie sind optimiert für Serienfertigung.
-
Portalmaschinen:
Flexibler, geeignet für ein breiteres Bauteilspektrum (von 01005 bis große, unregelmäßig geformte Bauteile).
Sie sind präziser bei Fine-Pitch-Bauteilen.
Moderne Maschinen kombinieren oft beide Ansätze (Modularität).
Bestückköpfe und Feeder-Systeme
Bestückköpfe sind mit Vakuumdüsen oder Greifern ausgestattet. Sie können schnell wechseln, um unterschiedliche Bauteilgrößen zu handhaben. Bauteile werden über verschiedene Feeder-Systeme
zugeführt:
-
Gurtfeeder (Englisch: Tape on Reel)
Standard für die meisten SMT-Bauteile (Rolle).
-
Stangenfeeder:
Für ICs in Röhren.
-
Tray-Feeder:
Für große ICs, BGAs oder spezielle Bauteile in Trays.
-
Bulk-Feeder:
Für sehr kleine Bauteile, die lose zugeführt werden.
Vision-Systeme
Kamerasysteme sind entscheidend für die Präzision. Sie erkennen die Bauteilposition und -orientierung (on-the-fly oder stationär), zentrieren das Bauteil und überprüfen die Bauteilmerkmale (z.B.
Fine-Pitch-Pads). Passermarken auf der Leiterplatte werden ebenfalls optisch erfasst, um die Bestückpositionen exakt anzupassen.
Lötverfahren
Das Löten verbindet die Bauteile dauerhaft mit der Leiterplatte. Die Wahl des Verfahrens hängt von der Bauteilart und den Anforderungen ab.
Reflow-Löten (SMT): Dies ist das Standardverfahren für SMT-Bauteile.
- Konvektionsofen:
Die Leiterplatten durchlaufen mehrere Heizzonen, in denen heiße Luft zirkuliert.
Die Temperaturprofile werden präzise gesteuert.
- Lötprofil:
Ein typisches Reflow-Profil hat vier Phasen:
- Ramp-to-Peak (Vorheizung):
Langsames Erwärmen, um thermischen Schock zu vermeiden und Lösungsmittel aus der Lotpaste zu verdampfen.- Soak-Zone (Einweichen):
Halten einer konstanten Temperatur, um die Temperaturunterschiede auf der Leiterplatte auszugleichen und das Flussmittel zu aktivieren.- Reflow-Zone (Löten):
Schnelles Erreichen der Schmelztemperatur des Lots, um die Lötstellen zu bilden.- Cooling-Zone (Abkühlung):
Schnelles, kontrolliertes Abkühlen, um eine feinkörnige Lotstruktur zu gewährleisten und Bauteilverschiebungen zu verhindern.
- Stickstoffatmosphäre:
Oft wird in einer Stickstoffatmosphäre gelötet, um Oxidation zu vermeiden,
die Benetzungseigenschaften des Lots zu verbessern und die Lebensdauer der Lötspitzen zu erhöhen.
- Vakuum-Reflow:
Bei sensiblen Bauteilen wie BGAs kann Vakuum-Reflow angewendet werden,
um Lufteinschlüsse (Voids) in den Lötstellen zu reduzieren, die die thermische und
elektrische Performance beeinträchtigen können.
Wellenlöten (THT): Für bedrahtete Bauteile (THT).
- Prozess:
Flussmittelauftrag (Spray, Schaum), Vorheizung, Kontakt mit einer Lötwelle (einem Bad aus flüssigem Lot), Kühlung. - Lötwelle:
Die Welle wird so geformt, dass das Lot die Lötstellen vollständig benetzt und überflüssiges Lot abstreift.
Es gibt Lambda-Wellen oder Chip-Wellen für verbesserte Benetzung bei hohen Bauteildichten. - Bleifreie Lote:
Benötigen höhere Temperaturen und zeigen andere Fließeigenschaften als bleihaltige Lote.
Selektivlöten (THT): Eine präzisere und schonendere Alternative zum Wellenlöten für THT-Bauteile.
- Prozess:
Ein kleiner Flussmittelstrahl wird nur auf die zu lötenden Stellen aufgetragen,
gefolgt von einer lokalen Vorheizung.
Dann wird eine miniaturisierte Lötwelle oder eine Lotdüse nur auf die spezifischen Lötstellen appliziert. - Vorteile:
Geringere thermische Belastung für die gesamte Baugruppe, höhere Flexibilität,
ideal für Baugruppen mit THT-Bauteilen neben hitzeempfindlichen SMT-Komponenten oder
wenn nur bestimmte THT-Bauteile gelötet werden sollen. - Automatisierung:
Vollautomatische Systeme ermöglichen hohe Durchsätze und Reproduzierbarkeit.
Dampfphasenlöten (Vapor Phase): Ein thermisch schonendes Lötverfahren.
-
Prinzip:
Die Leiterplatte wird in einem hermetisch abgedichteten Bereich über einem siedenden,
inerten Medium (z.B. Galden) platziert.
Der Dampf des Mediums kondensiert auf der kälteren Leiterplatte und überträgt dabei latente Wärme. -
Vorteile:
Exakte und gleichmäßige Temperaturführung, kein Überhitzen der Baugruppe,
da die maximale Temperatur durch den Siedepunkt des Mediums begrenzt ist.
Ideal für Bauteile mit unterschiedlicher thermischer Masse und empfindliche Komponenten.
Keine Notwendigkeit für komplexe Temperaturprofile.
Reinigung & Finishing
Nach dem Löten sind oft weitere Schritte zur Sicherung der Langzeitstabilität erforderlich.
-
Flussmittelresteentfernung
Flussmittelrückstände können korrosiv sein und die Isolationseigenschaften der Leiterplatte beeinträchtigen. Die Reinigung erfolgt je nach Flussmitteltyp und Sauberkeitsanforderungen mit wässrigen, semi-wässrigen oder lösungsmittelbasierten Verfahren, oft in Kombination mit Ultraschall oder Sprühreinigung. Eine gute Reinigung ist entscheidend für kritische Anwendungen.
-
Schutzlackierung (Conformal Coating)
Zum Schutz vor Feuchtigkeit, Staub, Chemikalien und Vibrationen werden Schutzlacke aufgetragen.
Verfahren: Tauchen, Sprühen (manuell oder selektiv mit Robotern), oder selektives Dispensen.
Materialien: Acryl, Silikon, Urethan, Parylene. Die Wahl hängt von den Umgebungsbedingungen und Anforderungen ab.
-
Verguss (Potting)
Für extremen mechanischen Schutz, Isolierung oder als Manipulationsschutz können Baugruppen komplett in Harz vergossen werden.
Qualitätssicherung & Prüfverfahren
Eine lückenlose Qualitätssicherung ist in allen Phasen der Leiterplattenbestückung unerlässlich.
AOI (Automated Optical Inspection)
Optische Inspektionssysteme prüfen die Baugruppe visuell auf Fehler.
-
Positionierung:
Vor dem Reflow (nach Pastendruck und Bestückung) zur frühzeitigen Fehlererkennung, nach dem Reflow zur Überprüfung der Lötstellenqualität. -
Erkennung:
Fehlende Bauteile, falsch platzierte Bauteile, falsche Polarität, Kurzschlüsse, offene Lötstellen, Tombstoning, Brücken. -
Technik:
2D- und 3D-Kamerasysteme mit unterschiedlichen Beleuchtungen.
AXI (Automated X-ray Inspection)
Röntgeninspektion ist unverzichtbar für die Prüfung von verdeckten Lötstellen.
-
Anwendung:
BGA, QFN, CSP, PoP (Package-on-Package) und andere Bauteile mit Unterbodenverbindungen. -
Erkennung:
Voids (Lufteinschlüsse), Kurzschlüsse unter Bauteilen, unzureichende Lotmengen, Bauteilversatz. -
Typen:
2D-AXI für schnelle Pass/Fail-Entscheidungen,
3D-AXI (Computer-Tomographie-ähnlich) für detaillierte Analysen und Schichtansichten.
ICT (In-Circuit Test)
Elektrischer Test, der die einzelnen Bauteile und Verbindungen auf der Leiterplatte überprüft.
-
Prinzip:
Mit einem Nadelbettadapter werden Kontaktpunkte auf der Leiterplatte angesteuert,
um Widerstände, Kapazitäten, Induktivitäten und Diodenfunktionen der Bauteile zu messen. -
Erkennung:
Kurzschlüsse, offene Schaltkreise, falsche Bauteile, fehlende Bauteile, defekte Bauteile.
FCT (Functional Test)
Prüft die gesamte Baugruppe auf ihre vorgesehene Funktion.
-
Prinzip:
Die Leiterplatte wird in eine Testumgebung integriert und simulierten Betriebsbedingungen unterzogen.
Ein-/Ausgabesignale werden gemessen und mit Referenzwerten verglichen. -
Anwendung:
Sicherstellung der spezifizierten Leistungsfähigkeit des Endprodukts.
Boundary Scan (JTAG-Test)
Ein genormtes Testverfahren, das über eine serielle Schnittstelle (JTAG) in integrierte Schaltkreise (ICs) eingebettete Testregister nutzt, um Verbindungen zwischen Bauteilen zu prüfen.
- Vorteile: Weniger Nadeln auf dem Testadapter, geeignet für komplexe Baugruppen, bei denen ein ICT schwierig ist.
4. Vergleich der Verfahren / Produkte
Die Wahl der geeigneten Verfahren und Produkte ist entscheidend für die Effizienz und Qualität der Leiterplattenbestückung.
SMT vs. THT (Hybridfertigung)
SMT (Surface Mount Technology):
- Vorteile:
Sehr hohe Bauteildichte, Miniaturisierung, Automatisierbarkeit, gute Hochfrequenzeigenschaften (kürzere Signalwege). - Nachteile:
Höhere Empfindlichkeit gegenüber thermischem Stress, oft schwierigere Reparatur, hohe Investitionskosten für Bestückanlagen.
THT (Through-Hole Technology):
- Vorteile:
Mechanisch robustere Verbindung, höhere Belastbarkeit, leichtere manuelle Montage und Reparatur, gute Wärmeabfuhr bei Leistungskomponenten. - Nachteile:
Geringere Bauteildichte, Bohrungen reduzieren die verfügbare Leiterbahnfläche, aufwendigere manuelle oder Wellen-/Selektivlötprozesse.
Hybridfertigung:
Die Kombination beider Technologien ist der Regelfall, um die jeweiligen Stärken optimal zu nutzen.
Reflow-Löten vs. Wellenlöten vs. Selektivlöten
Reflow-Löten:
- Anwendung: Ausschließlich für SMT-Bauteile.
- Vorteile: Prozesssicher, hoher Durchsatz, hervorragende Qualität bei korrekter Profilierung.
- Nachteile: Alle Bauteile werden der vollen thermischen Belastung ausgesetzt,
Schwierigkeiten bei sehr heterogenen thermischen Massen.
Wellenlöten:
- Anwendung: Ausschließlich für THT-Bauteile in großen Stückzahlen.
- Vorteile: Hoher Durchsatz, kostengünstig für viele THT-Lötstellen.
- Nachteile: Hohe thermische Belastung für die gesamte Unterseite der Baugruppe,
Prozesskontrolle bei komplexen Geometrien schwierig,
Gefahr von Kurzschlüssen bei zu geringen Abständen.
Selektivlöten:
- Anwendung: THT-Bauteile, insbesondere in Hybridbaugruppen oder
bei hitzeempfindlichen SMT-Komponenten in der Nähe.- Vorteile: Geringere thermische Belastung, sehr präzise, flexibel, hohe Qualität der Lötstellen.
- Nachteile: Geringerer Durchsatz pro Lötstelle im Vergleich zum Wellenlöten, h
öhere Anlagenkosten pro Lötstelle.
Automatisierte vs. Manuelle Bestückung
Automatisierte Bestückung:
- Vorteile:
Höchste Präzision und Geschwindigkeit, Reproduzierbarkeit, Skalierbarkeit für hohe Stückzahlen, Konsistenz.- Nachteile:
Hohe Investitionskosten, hoher Rüstaufwand für kleine Losgrößen, weniger flexibel bei einmaligen oder sehr speziellen Bauteilen.
Manuelle Bestückung:
- Vorteile:
Flexibilität bei Prototypen und Kleinserien, keine Rüstkosten, einfacher bei speziellen oder großen Bauteilen.- Nachteile:
Geringe Präzision und Geschwindigkeit, hohe Fehleranfälligkeit, hohe Personalkosten, nicht skalierbar.
Fazit: Die automatisierte Bestückung ist für die industrielle Fertigung unerlässlich.
Manuelle Nacharbeit oder spezielle Bestückungsschritte bleiben für komplexe Hybridbaugruppen
oder Prototypen relevant.
So weit einiges an Know How zu Leiterplattenbestückung.
Ein Highlight Thema der letzten Monate - brauche ich für jede kleine Automatisierung im Büro einen Programmierer?
Die Antwort ist - vermutlich nicht - und verbrigt sich hinter dem Stichwort Vobe Coding - mehr dazu im folgenden BlogBeitrag:
Mein Name ist Claus Angerhofer - ich bin Experte für die Themenbereiche Technologie und Einkauf
Kommentar schreiben