
Die Fertigungsindustrie befindet sich in einem stetigen Wandel, getrieben von immer komplexeren Anforderungen an Bauteile in Bezug auf Funktionalität, Ästhetik, Wirtschaftlichkeit und
Nachhaltigkeit. Insbesondere im Spritzgussbereich, einem der vielseitigsten Verfahren zur Herstellung von Kunststoffprodukten, stößt der traditionelle Ein-Komponenten-Spritzguss (1K) zunehmend an
seine Grenzen, wenn es darum geht, mehrere Materialeigenschaften oder Funktionen in einem einzigen Bauteil zu vereinen. Hier kommen fortschrittliche Technologien wie der Zwei-Komponenten- (2K)
und Drei-Komponenten-Spritzguss (3K) ins Spiel. Sie ermöglichen die funktionale Integration unterschiedlicher Materialien und Eigenschaften in einem
einzigen Prozessschritt, was zu innovativen, leistungsfähigen und oft kosteneffizienten Produkten führt.
In diesem Fachbeitrag tauchen wir tief in die Welt der Mehrkomponenten-Spritzgusstechnologien ein. Wir beleuchten ihre Relevanz, die zugrundeliegenden technologischen Prinzipien, ihre
vielfältigen Anwendungen und die damit verbundenen Vor- und Nachteile. Ziel ist es, ein umfassendes Verständnis für das enorme Potenzial dieser Verfahren zur Schaffung zukunftsweisender
Spritzgussteile zu vermitteln. Die Fähigkeit, harte und weiche Materialien, verschiedene Farben, transparente und opake Bereiche oder sogar Materialien mit spezifischen elektrischen oder
thermischen Eigenschaften dauerhaft zu verbinden, eröffnet völlig neue Dimensionen im Produktdesign und in der Fertigung.
1. Einleitung: Relevanz des Themas, Problemstellung
Die moderne Produktentwicklung ist geprägt von dem Wunsch nach miniaturisierten, multifunktionalen und hochintegrierten Lösungen. Konsumenten und Industriekunden erwarten Produkte, die nicht nur
ihre Grundfunktion erfüllen, sondern auch durch verbesserte Haptik, Ästhetik, Ergonomie, Langlebigkeit und oft auch durch intelligente Zusatzfunktionen überzeugen. Dies stellt Hersteller vor die
Herausforderung, Bauteile zu fertigen, die eine Vielzahl von Eigenschaften in sich vereinen müssen – von mechanischer Stabilität über Dichtfunktionen bis hin zu optischen oder sensorischen
Elementen.
Der traditionelle Ansatz, bei dem einzelne Komponenten separat gefertigt und anschließend montiert werden, stößt hierbei schnell an seine Grenzen. Die Montage ist oft zeitaufwendig,
kostenintensiv und birgt Fehlerpotenziale. Zudem können Klebe- oder Schweißverbindungen Kompromisse in Bezug auf Bauteilintegrität, Dichtheit oder Lebensdauer erfordern. Die Verwendung von
verschiedenen Materialien in einem Bauteil, beispielsweise ein harter Träger mit einer weichen Grifffläche oder eine transparente Linse mit einem opaken Gehäuse, würde im 1K-Prozess mehrere
Werkzeuge, Prozessschritte und manuelle oder automatisierte Montageakte erfordern.
Genau hier setzt die funktionale Integration mittels 2K- und 3K-Spritzgusstechnologien an. Sie adressieren die Kernproblematik der diskreten Fertigung durch die Möglichkeit, verschiedene
Kunststoffe direkt im Werkzeug miteinander zu verbinden. Dies eliminiert nachgelagerte Montageprozesse, reduziert Komplexität, spart Kosten und ermöglicht eine höhere Präzision sowie dauerhafte
Materialverbunde. Die Herausforderung besteht jedoch darin, die richtige Materialpaarung zu finden, die Prozesse optimal zu steuern und die Werkzeuge mit höchster Präzision zu konstruieren und zu
fertigen. Die Beherrschung dieser Disziplinen ist entscheidend für den Erfolg innovativer Produktlösungen. 💡
2. Marktübersicht & Trends: Was passiert aktuell (2026) am Markt?
Der Markt für Mehrkomponenten-Spritzgussteile wächst dynamisch und profitiert von einer Vielzahl von technologischen Treibern und branchenübergreifenden Anforderungen. Die funktionale Integration
durch 2K- und 3K-Technologien ist nicht länger eine Nischenanwendung, sondern ein etabliertes Verfahren, das in vielen Schlüsselindustrien als Standard gilt und stetig weiterentwickelt wird.
Schlüsseltreiber und Anwendungsbereiche:
-
Automobilindustrie:
Hier ist der 2K/3K-Spritzguss unverzichtbar geworden. Anwendungen reichen von Dichtungen, Bedienelementen mit integrierter Haptik und Beleuchtung, Sichtteilen mit Mehrfarbdesign bis hin zu Strukturbauteilen mit integrierten Dämpfungselementen. Trends wie Elektromobilität und autonomes Fahren erfordern eine noch höhere Integration von Sensorik und Elektronik, was neue Herausforderungen und Chancen für Mehrkomponenten-Lösungen schafft.
-
Medizintechnik:
Präzision, Biokompatibilität und Sterilisierbarkeit sind hier von größter Bedeutung. 2K/3K-Verfahren ermöglichen die Herstellung komplexer Spritzen, Katheter, Endoskopelemente oder Diagnosegeräte mit integrierten Dichtungen, weichen Griffflächen oder farblichen Markierungen. Die Reduzierung von Montageprozessen minimiert Kontaminationsrisiken und erhöht die Patientensicherheit.
-
Konsumgüter & Haushaltsgeräte:
Hier stehen Ästhetik, Ergonomie und Langlebigkeit im Vordergrund. Griffe von Zahnbürsten, Werkzeugen, Küchengeräten oder Handyhüllen profitieren von der Kombination aus harten Strukturkomponenten und weichen, griffigen Oberflächen. Auch transparente Fenster in Gehäusen oder mehrfarbige Designs sind typische Anwendungen.
-
Elektronikindustrie:
Die Miniaturisierung schreitet voran. 2K/3K-Technologien ermöglichen die Kapselung sensibler Elektronik, die Integration von Dichtungen in Gehäuse oder die Herstellung von Steckverbindern mit präzise angepassten Materialeigenschaften. In-Mold Electronics (IME) ist ein aufstrebender Bereich, der die Integration von Leiterbahnen und Sensoren direkt in das Spritzgussteil erlaubt.
-
Industrielle Anwendungen:
Von Maschinenbauteilen über Gehäuse für Steuerungen bis hin zu Komponenten für die Fluidtechnik – überall, wo Dichtheit, Verschleißfestigkeit und spezielle mechanische Eigenschaften gefragt sind, finden 2K/3K-Lösungen Anwendung.
Aktuelle Trends:
-
Materialinnovationen:
Die Entwicklung neuer hochleistungsthermoplastischer Elastomere (TPE), technischer Kunststoffe mit verbesserten Haftungseigenschaften und biobasierter oder recycelter Materialien erweitert die Anwendungsmöglichkeiten stetig. Die Kompatibilität verschiedener Materialpaarungen ist ein zentraler Forschungsschwerpunkt.
-
Automatisierung und Digitalisierung:
Fortschritte in der Robotertechnologie, in der Prozesssteuerung und in der Simulation ermöglichen eine präzisere und effizientere Fertigung komplexer 2K/3K-Teile. Industrie 4.0-Ansätze führen zu einer stärkeren Vernetzung und Selbstoptimierung der Produktionsprozesse.
-
Nachhaltigkeit:
Der gezielte Einsatz von Materialien und die Reduzierung von Prozessschritten tragen zur Ressourceneffizienz bei. Gleichzeitig stellt das Recycling von Mehrkomponententeilen eine Herausforderung dar, die durch innovative Materialtrennungstechnologien oder die Entwicklung sortenreiner Verbundwerkstoffe gelöst werden muss.
-
Komplexere Funktionsintegration:
Der Trend geht zu immer mehr integrierten Funktionen. 3K- und sogar 4K-Technologien sind nicht mehr nur Forschungsgegenstand, sondern finden Anwendung in Serienprodukten, wenn höchste Funktionalität und Designfreiheit gefordert sind.
Die steigende Nachfrage nach integrierten Lösungen und die kontinuierlichen Fortschritte in Maschinentechnik, Werkzeugbau und Materialwissenschaft sichern den 2K- und 3K-Spritzgusstechnologien eine zentrale Rolle in der zukünftigen Kunststofffertigung. 🚀
3. Technologische Grundlagen: Wie funktioniert es im Detail?
Der Erfolg von 2K- und 3K-Technologien beruht auf der präzisen Beherrschung von Materialwissenschaft, Werkzeugbau und Prozesstechnik. Im Kern geht es darum, zwei oder mehr unterschiedliche Materialien – typischerweise Kunststoffe – in einem
einzigen Spritzgießzyklus zu einem funktionalen Bauteil zu verbinden, ohne dass eine nachträgliche Montage erforderlich ist.
Das Prinzip der Mehrkomponenten-Spritzgusstechnologie
Das fundamentale Prinzip des Mehrkomponenten-Spritzgusses besteht darin, die Injektion und Verformung von mindestens zwei unterschiedlichen Kunststoffschmelzen in einem speziell konstruierten
Werkzeug zu synchronisieren. Dies geschieht entweder sequenziell, wobei eine Komponente nach der anderen eingespritzt wird, oder in seltenen Fällen auch parallel. Das Besondere ist die Schaffung
eines dauerhaften Verbundes zwischen den Materialien, der entweder durch mechanische Verankerung (Formschluss), chemische Adhäsion oder eine Kombination aus beidem entsteht.
2K-Spritzguss (Zweikomponenten-Spritzguss)
Der 2K-Spritzguss ist die am weitesten verbreitete Form des Mehrkomponenten-Spritzgusses und bildet die Basis für komplexere Verfahren. Er ermöglicht die Kombination von zwei Materialien in einem
Bauteil.
Prozessablauf im Detail
Der Prozess beginnt mit einer speziell für den 2K-Spritzguss ausgelegten Maschine, die über mindestens zwei unabhängige Spritzeinheiten verfügt.
-
Erste Komponente (1K) spritzen:
Die erste Materialschmelze (z.B. ein harter Thermoplast) wird in eine vordefinierte Kavität des Werkzeugs eingespritzt und bildet das Grundgerüst oder einen Teil des Bauteils.
-
Werkzeugbewegung:
Nachdem die erste Komponente ausreichend abgekühlt und dimensionstabil ist, erfolgt eine präzise Bewegung des Werkzeugs. Dies kann auf verschiedene Weisen geschehen:
- Rotation (Drehteller-/Indexplattenwerkzeug):
Die am häufigsten genutzte Methode. Ein Teil der Werkzeugform (z.B. die Kernseite) dreht sich um 180 Grad, wodurch die fertig gespritzte 1K-Komponente in eine neue Kavität positioniert wird, die nun für die zweite Komponente bereitsteht.- Schieber-/Shuttle-Technik:
Ein Teil der Kavität wird verschoben, um die 1K-Komponente in die Position für die 2K-Injektion zu bringen.- Kernzugtechnik:
Nach der Injektion der 1K-Komponente fährt ein Kern im Werkzeug zurück oder heraus, um Platz für die zweite Komponente zu schaffen.
-
Zweite Komponente (2K) spritzen:
Die zweite Materialschmelze (z.B. ein weiches TPE oder ein Kunststoff anderer Farbe) wird nun in die noch offene Kavität injiziert, die sich um die bereits vorhandene erste Komponente herum oder in diese hineinlegt. Durch die Restwärme der ersten Komponente und die Schmelze der zweiten Komponente entsteht der gewünschte Verbund.
-
Abkühlung und Entformung:
Nach dem Abkühlen der zweiten Komponente wird das fertige 2K-Bauteil entformt.
Typische Anwendungen des 2K-Spritzgusses
-
Hart-Weich-Verbindungen:
Griffe für Werkzeuge, Haushaltsgeräte oder medizinische Instrumente, Dichtungen, Dämpfungselemente.
-
Mehrfarbige Bauteile:
Bedienelemente, Schalter, Sichtteile mit Schriftzügen oder Logos.
-
Transparente und opake Kombinationen:
Fenster in Gehäusen, Linsen mit Rahmen.
-
Funktionale Schichten:
Verbesserung der Haptik, Integration von Gleitelementen.
Materialpaarungen
Die Auswahl der Materialien ist entscheidend. Häufig verwendete Kombinationen sind:
-
Hartkomponente:
PP, ABS, PC, PA, PBT, PS, PMMA -
Weichkomponente:
TPE (Thermoplastische Elastomere) auf Basis von SEBS, TPV, TPU, PO. Die Haftung zwischen den Materialien muss gewährleistet sein, entweder inhärent oder durch Adhäsionsvermittler.
3K-Spritzguss (Dreikomponenten-Spritzguss)
Der 3K-Spritzguss erweitert das Prinzip des 2K-Verfahrens um eine dritte Materialkomponente und ermöglicht somit eine noch höhere funktionale Integration und Komplexität im Bauteil. Er ist
technologisch anspruchsvoller, bietet aber auch unerreichte Designmöglichkeiten.
Erweiterung des Prinzips und Komplexität
Beim 3K-Spritzguss kommen Maschinen mit drei voneinander unabhängigen Spritzeinheiten und noch komplexere Werkzeuge zum Einsatz. Der Prozess beinhaltet typischerweise zwei Werkzeugbewegungen, um
die drei Materialkomponenten sequenziell einzuspritzen.
Prozessvarianten für 3K
Die Prozessschritte sind analog zum 2K-Verfahren, jedoch mit einer zusätzlichen Injektion und einer weiteren Werkzeugbewegung:
- Erste Komponente (1K) spritzen.
- Erste Werkzeugbewegung: Die 1K-Komponente wird in die Position für die 2K-Injektion gebracht (z.B. durch 120° oder 180° Rotation).
- Zweite Komponente (2K) spritzen.
- Zweite Werkzeugbewegung: Die nun aus 1K und 2K bestehende Baugruppe wird in die Position für die 3K-Injektion gebracht (z.B. durch eine weitere 120° oder 90° Rotation).
- Dritte Komponente (3K) spritzen.
- Abkühlung und Entformung: Das fertige 3K-Bauteil wird entformt.
Besonders anspruchsvoll sind Werkzeuge mit mehrfachen Drehungen oder komplexen Schieber- und Kernzugsystemen, die eine absolute Präzision erfordern.
Anwendungsbeispiele des 3K-Spritzgusses
-
Multifunktionale Dichtungen:
Eine harte Basis, eine weiche Dichtung und eine dritte Komponente zur Dämpfung oder Fixierung.
-
Ergonomische Bedienelemente:
Ein harter Kern für Stabilität, eine weiche Grifffläche für Haptik und eine transparente oder andersfarbige Schicht für Beleuchtung oder optische Effekte.
-
Sichtteile mit komplexer Ästhetik:
Mehrfarbige Logos, transparente Fenster in einem dreifach-farbigen Gehäuse.
-
Integration von Barrierefunktionen:
Eine Strukturschicht, eine Barriereschicht (z.B. gegen Sauerstoff oder Feuchtigkeit) und eine äußere Schutz- oder Dekorschicht.
Materialkombinationen
Die Anzahl der möglichen Materialkombinationen steigt exponentiell. Neben den bereits beim 2K-Verfahren genannten Materialien können hier auch weitere technische Kunststoffe, Spezialpolymere oder
sogar Additive wie Füllstoffe für elektrische Leitfähigkeit oder elektromagnetische Abschirmung in die dritte Komponente integriert werden.
Schlüsseltechnologien und Ausrüstung
Die Umsetzung von 2K- und 3K-Technologien erfordert spezialisierte Anlagen und ein hohes Maß an ingenieurtechnischem Know-how.
Spritzgießmaschinen
-
Mehrere Spritzeinheiten:
Maschinen sind mit mindestens zwei (für 2K) oder drei (für 3K) voneinander unabhängigen Spritzeinheiten ausgestattet. Diese können parallel, L-förmig (nebeneinander), piggyback (übereinander) oder im Winkel angeordnet sein. Jede Einheit ist für ein spezifisches Material und dessen Verarbeitungsparameter konfiguriert.
-
Präzise Maschinenkinematik:
Die Maschinen müssen eine hochgenaue Positionierung und Schließkraftkontrolle gewährleisten, um die Bewegungen des Werkzeugs und die Injektionsprozesse perfekt zu synchronisieren.
-
Roboterintegration:
Vollautomatisierte Anlagen mit Entnahmerobotern, die die fertigen Teile greifen und ablegen oder weiteren Bearbeitungsschritten zuführen.
Werkzeugbau
Der Werkzeugbau ist das Herzstück des Mehrkomponenten-Spritzgusses und oft der komplexeste und kostenintensivste Teil.
-
Rotationswerkzeuge (Drehteller/Indexplatten):
Ermöglichen die Drehung eines Werkzeugteils (z.B. Kernseite) um 180°, 120° oder 90° zwischen den Spritzzyklen. Die Präzision der Drehung ist entscheidend.
-
Schieber-/Shuttle-Werkzeuge:
Ganze Werkzeugsegmente werden verschoben, um die Kavitäten neu zu konfigurieren.
-
Kernzugwerkzeuge:
Spezielle Kernzüge formen die Kavität für die zweite oder dritte Komponente.
-
Heißkanalsysteme:
Gewährleisten eine gleichmäßige Materialverteilung und reduzieren Materialabfall. Für Mehrkomponenten-Anwendungen sind oft mehrere, voneinander unabhängige Heißkanalsysteme notwendig.
-
Temperierung:
Eine präzise Temperierung der verschiedenen Werkzeugbereiche ist essenziell für die Materialverarbeitung und die Qualität des Verbundes.
Materialhandling und Peripherie
-
Präzise Dosierung und Trocknung:
Jede Materialkomponente benötigt eine spezifische Vorbereitung (Trocknung, Temperierung). Präzise Dosiersysteme sind für eine konstante Produktqualität unerlässlich.
-
Automatisierung:
Zuführsysteme, Qualitätskontrollsysteme (z.B. Kameras zur Fehlererkennung), Montagesysteme für Inserts können in den Prozess integriert werden.
Adhäsionsmechanismen
Die dauerhafte Verbindung zwischen den verschiedenen Kunststoffkomponenten ist der Schlüssel zur Funktionalität des Mehrkomponententeils. Es gibt primär drei Mechanismen:
-
Mechanische Verankerung (Formschluss):
Dies ist der einfachste und grundlegendste Mechanismus. Das zweite Material umschließt oder hintergreift das erste Material an speziell dafür konstruierten Geometrien (z.B. Hinterschneidungen, Nuten, Löcher). Es entsteht eine rein mechanische Verbindung.
-
Chemische Verbindung:
Der idealste und stärkste Verbund. Hierbei reagieren die Polymere der ersten und zweiten Komponente auf molekularer Ebene miteinander. Dies erfordert eine gewisse chemische Kompatibilität der Materialien, oft eine ähnliche Polarität und eine ausreichend hohe Temperatur an der Grenzfläche, um die Polymerketten zu aktivieren und Diffusion zu ermöglichen.
-
Physikalische Wechselwirkung:
Auch ohne direkte chemische Reaktion können physikalische Kräfte wie Van-der-Waals-Kräfte, Wasserstoffbrückenbindungen oder Dipol-Dipol-Wechselwirkungen zu einem stabilen Verbund führen, wenn die Materialien eine hohe Affinität zueinander haben.
-
Haftvermittler/Primer:
Wenn die inhärente Adhäsion zwischen zwei Materialien unzureichend ist, können Haftvermittler oder Primer eingesetzt werden. Diese chemischen Substanzen werden vor dem Einspritzen der zweiten Komponente auf die Oberfläche der ersten Komponente aufgetragen und verbessern die Verbindung.
Die Auswahl der richtigen Materialien und die genaue Abstimmung des Prozesses sind entscheidend, um den gewünschten Adhäsionsmechanismus zu aktivieren und einen zuverlässigen Verbund zu
gewährleisten.
4. Vergleich der Verfahren / Produkte: Gegenüberstellung verschiedener Ansätze
Während der 1K-Spritzguss für einfache, monolithische Bauteile nach wie vor die kostengünstigste Option ist, bieten 2K- und 3K-Technologien signifikante Vorteile bei steigender Komplexität und Funktionalitätsanforderung. Ein direkter Vergleich hilft, die jeweiligen Stärken und Anwendungsbereiche zu verstehen.
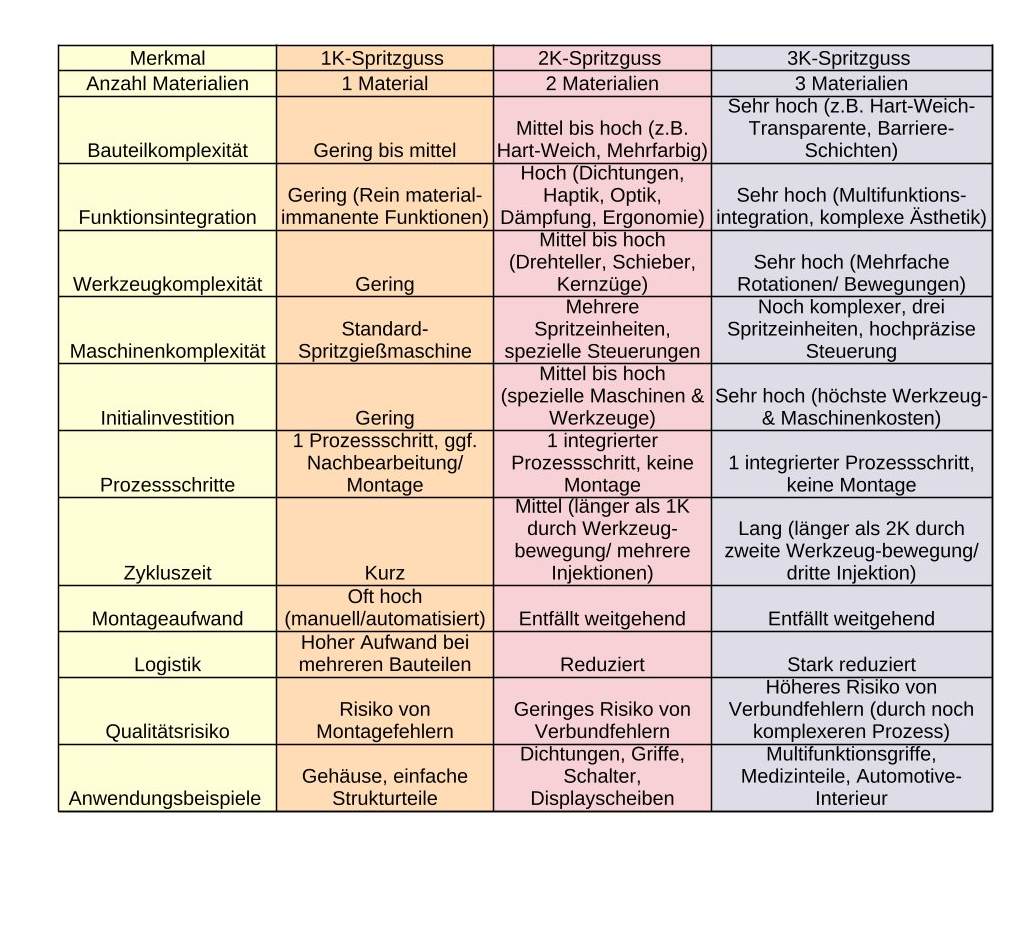
Zusammenfassend lässt sich festhalten:
- 2K-Spritzguss ist die erste Wahl, wenn zwei unterschiedliche Materialfunktionen oder Ästhetiken (z.B. hart/weich, zwei Farben) in einem Bauteil ohne Montageaufwand integriert werden sollen.
Er bietet einen guten Kompromiss zwischen Komplexität, Kosten und Funktionsintegration.
- 3K-Spritzguss kommt zum Einsatz, wenn die Anforderungen an die funktionale Dichte, das Design oder die Materialkombinationen über das hinausgehen, was mit zwei Komponenten realisierbar ist. Dies beinhaltet oft zusätzliche Barrierefunktionen, noch komplexere Haptik oder die Kombination von drei spezifischen Materialeigenschaften (z.B. Stabilität, Dichtung, Dämpfung). Die höhere Komplexität und die damit verbundenen Investitionen sind nur bei entsprechend hohen Stückzahlen oder Alleinstellungsmerkmalen wirtschaftlich sinnvoll.
Beide Mehrkomponenten-Verfahren übertreffen den 1K-Spritzguss in ihrer Fähigkeit zur Funktionsintegration und zur Reduzierung von nachgelagerten Prozessschritten erheblich. Sie sind entscheidende
Bausteine für die Herstellung von innovativen und wettbewerbsfähigen Produkten.
5. Vorteile: Nicht ganz Objektive Analyse
Die Vorteile dieser Technologien sind vielfältig und erstrecken sich über den gesamten Produktlebenszyklus, von der Entwicklung bis zur Anwendung.
-
Designfreiheit und Funktionsintegration:
-
Komplexe Geometrien:
Ermöglicht die Realisierung von Bauteilen, die mit herkömmlichen Methoden kaum oder gar nicht umsetzbar wären. -
Materialkombinationen:
Harte, strukturelle Materialien mit weichen, haptischen Oberflächen; transparente mit opaken Bereichen; farbige mit farblosen Kunststoffen; Materialien mit unterschiedlichen Gleiteigenschaften oder elektrischen Funktionen. -
Integrierte Funktionen:
Direkte Integration von Dichtungen, Dämpfungselementen, Geräuschminimierung, Schutzschichten, optischen Funktionen (Lichtleiter, Linsen) oder elektrischen Leitern.
-
Komplexe Geometrien:
-
Kosteneffizienz und Produktivitätssteigerung:
-
Reduktion von Montagekosten:
Entfall von manuellen oder automatisierten Montageprozessen nach dem Spritzguss. Ein Bauteil statt mehrerer Einzelteile. -
Logistik- und Lagerkostenersparnis:
Weniger Einzelteile bedeuten weniger Lagerhaltung und Transport. -
Geringere Prozessschritte:
Verkürzung der gesamten Wertschöpfungskette von der Fertigung bis zum Endprodukt. -
Kürzere Zykluszeiten für das Endprodukt:
Obwohl der Spritzgusszyklus selbst länger sein kann, ist der Gesamtprozess zur Herstellung des fertigen Bauteils oft schneller.
-
Reduktion von Montagekosten:
- Qualitätsverbesserung und Bauteilperformance:
-
Dauerhafte Verbindungen:
Der Verbund der Materialien ist in der Regel stärker und präziser als geklebte oder geschweißte Verbindungen. -
Höhere Präzision:
Exakte Positionierung der Materialien zueinander, da alles in einem Werkzeug geschieht. -
Geringere Fehlerquellen:
Reduktion von Toleranzketten und Montagefehlern. -
Verbesserte Dichtheit:
Insbesondere bei integrierten Dichtungen. -
Optimierte Materialeigenschaften:
Gezielter Einsatz von Materialien genau dort, wo ihre spezifischen Eigenschaften benötigt werden (z.B. UV-Schutz, Abriebfestigkeit).
-
Dauerhafte Verbindungen:
Mein Name ist Claus Angerhofer - ich bin Experte für Technologie, Einkauf und B2B Preisverhandlungen
Kommentar schreiben